Zunächst erfolgt eine Unterteilung der Dichtungen anhand der auftretenden Bewegungen im Dichtkontakt. Hierbei wird unterschieden in:
- statische Dichtungen ohne Relativbewegung oder nur mit kleinsten Relativbewegungen durch Bauteilverformung oder thermische Dehnungen,
- translatorische Dichtungen, bei denen ein Kolben oder eine Stange sich in Achsrichtung durch die Dichtung bewegt,
- Rotationsdichtungen, bei denen sich eine Welle rotierend in der Dichtung bewegt,
- Sonderfälle, die Dichtungen für kombinierte Axial- und Drehbewegungen oder für kleine zyklische Bewegungen darstellen.
Zentral ist auch die Erkenntnis, dass zur Vermeidung eines extremen Dichtungsverschleißes und zum Erreichen einer langen Lebensdauer einen Schmierfilm an der Dichtlippe bzw. im Dichtkontakt benötigt wird. Somit ist eine absolute Dichtheit nicht erreichbar, weil immer ein dünner Schmierfilm auf der ausfahrenden Kolbenstange oder rotierenden Welle bzw. ein Meniskus des Schmierfilms an der Luftseite der Dichtung notwendig ist. Dies führt allerdings bei geeigneter Auslegung des Dichtsystems nicht zu einer makroskopischen Leckage, sondern zu technisch dichten und zuverlässigen Systemen.
Zum Erreichen der Dichtfunktion können drei verschiedene Mechanismen verwendet werden:
- Durch eine Verpressung zwischen Dichtung und Gegenbauteil kann eine Trennung zwischen zwei Bereichen erreicht werden, was für statische Dichtungen üblich ist.
- Der Druckabbau im Dichtspalt bzw. der Aufbau einer Pumpwirkung ist der entscheidende Mechanismus für dynamisch bewegte Dichtkontakte.
- Zusätzlich ist sicherzustellen, dass die Permeation des abzudichtenden Mediums durch den Dichtwerkstoff nicht zu groß wird, was insbesondere bei der Abdichtung von Gasen, gefährlichen Chemikalien oder in Druckspeichern von besonderer Bedeutung ist.
Zur richtigen Dichtungsauswahl sind zudem hinreichende Werkstoffkenntnisse der Elastomerwerkstoffe notwendig. Die chemischen Unterschiede zwischen den Elastomerwerkstoffen wie Naturkautschuk (NR), Acrylnitril-Butadien-Kautschuk (NBR), Ethylen-Propylen-Dien-Kautschuk (EPDM) oder Fluorkautschuk (FKM) sind wichtig, da diese den Temperatureinsatzbereich bestimmen und die chemische Beständigkeit des Dichtungswerkstoffes auf das abzudichtende Medium abgestimmt werden muss. So quellen polare Elastomere in polaren Medien und unpolare Elastomere in Ölen und können dann die Dichtungsgeometrie und Dichtfunktion nicht mehr sicherstellen. Wie Legierungen bei metallischen Werkstoffen enthalten Elastomere je nach Hersteller und Compound unterschiedliche Zusätze wie Schwefel und Vulkanisationshilfen, Ruß oder Silica, Weichmacher (Öle), Alterungsschutzmittel etc. Diese Zusätze beeinflussen die Verträglichkeit mit dem abzudichtenden Medium. Daher sind neben Versuchen im Reagenzglas zur Quellung auch aufwendige Dichtungsversuche unter realen Bedingungen mit Relativbewegung und realer Dichtkontakttemperatur notwendig. Zudem spielen mechanische Eigenschaften wie Härte, viskoelastisches Materialverhalten oder Druckverformungsrest eine wichtige Rolle. Durch die anstehenden EU-Beschränkungen für den Einsatz von Fluorpolymeren (PFAS) bekommt die Werkstoffauswahl insbesondere bei thermisch hochbeanspruchten Dichtstellen nochmals eine größere Bedeutung.
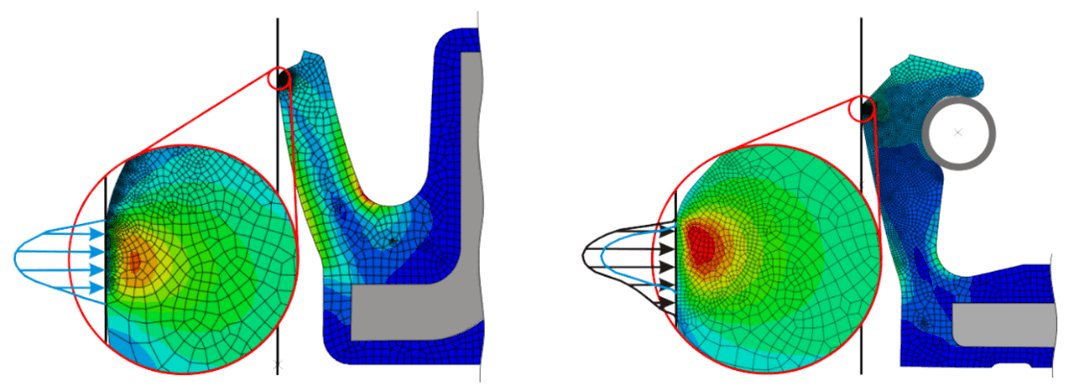
Neben der sehr entscheidenden Wahl des Werkstoffes spielt die Wahl der richtigen Dichtungsbauform und -geometrie bzw. die Dichtungsauslegung die entscheidende Rolle für die Funktion der Dichtung. Typische Dichtungsbauformen für statische Dichtungen sind z.B. O-Ringe oder Flachdichtungen, für translatorische Dichtungen z.B. Nutringe oder Abstreifer und für Rotationsdichtungen Radialwellendichtringe (RWDR) oder Filzringe. Besondere Bedeutung hat dabei der Kontakt. Ein wichtiges Maß ist die Kontaktbreite, die beim RWDR oft um 0,1 mm beim statisch verpressten O-Ring aber oft mehrere Millimeter beträgt. Insbesondere zur Abdichtung translatorisch oder rotatorisch bewegter Bauteile sind die Pressungsverteilung und die größten Pressungsgradienten im Kontakt von besonderer Bedeutung, die anhand von FEM-Simulationen bestimmt werden, siehe Bild 1. Sie sind entscheidend für den Druckabbau im Kontakt und stellen sicher, dass weniger Schmierfilm bei der Auswärtsbewegung heraustritt, als bei der Rückbewegung wieder zurückgeführt werden kann bzw. dass die Pumpwirkung am RWDR realisiert wird. Oft können anspruchsvolle Dichtfunktionen nur durch Mehrfachdichtungen mit vorgelagerten Abstreifern, Spaltdichtungen oder Schleuderscheiben erreicht werden. Dann handelt es sich um ein komplexes Dichtsystem, siehe beispielhaft Bild 2.
Besonders interessant sind auch Schadensanalysen an Dichtungen, da sie eine erhöhte Werkstoffkenntnis und umfangreiche Dichtungserfahrung erfordern. Dafür führen Schadensanalysen meist zu erweiterten Kenntnissen über die untersuchte Dichtungsanwendung. Auch konstruktive und praktische Aspekte der Dichtungsmontage sind nicht zu unterschätzen. So sind zur zuverlässigen Montage Phasen und Rundungen und geeignete Montaghilfen notwendig, um nicht schon bei der Montage die empfindliche Dichtlippe zu beschädigen. Während der praktischen Montage werden Nutringe meist stark zusammengefaltet und PTFE-Dichtungen oft zunächst plastisch im Durchmesser reduziert, um sie im Einbauraum mit einem kegeligen Bolzen wieder plastisch auf das Sollmaß zu bringen. Auch dies ist bei der Werkstoffauswahl und der Dichtungsgestaltung zu berücksichtigen.
Obwohl umfangreiche Kenntnisse und Erfahrungen in der Dichtungstechnik vorhanden sind, existiert aufgrund der Vielzahl an Dichtungsbauformen und ständig neuer Anforderungen viel Entwicklungs- und Forschungsbedarf, z.B. zur Elastomermaterialentwicklung, zur Kontaktuntersuchung, zur Reduzierung der nicht unerheblichen Reibverluste und zur Entwicklung adaptiver und smarter Dichtsysteme.